全国发货 一套起批
多年专注机闸一体铸铁闸门、螺杆启闭机生产、安装
全国服务电话15531982723
根据规格不同,价格区间有所差异,但**影响性价比的,是铸件有没有砂眼——这关系到污水厂运行安全。我干了多年一线,经手多个项目,从水库到城市排水、农田灌溉再到污水处理站,见过太多因铸件有砂眼导致漏水、腐蚀、阀门卡死的事故。说白了,污水处理铸铁方闸门 无砂眼铸件不是“能用就行”,而是须做到零**交付。
就拿上个月在某污水处理厂更换的一台方闸门来说,我们现场拆下来的旧件,表面看似平整,一做渗透检测,居然发现主阀体根部有三处微小气孔,肉眼根本看不见。这就是典型的“假合格”铸件。后来换上的新件,按照GB/T 700-2006《碳素结构钢》选材,材质为Q235B,且每批次都做化学成分分析和拉伸试验,有助于强度达标。生产时我们还执行SL 76-2014《水利水电工程金属结构制造安装及验收规范》中关于铸件外观质量的要求:表面不应有裂纹、夹渣、砂眼、缩松等**,特别是流道区、密封面区域,须较好目视+磁粉探伤。
我们车间现在有个硬规矩:所有铸件入模前,型砂含水量须控制在3.5%以下,浇注温度稳定在1320℃±20℃,这样才不容易产生气孔。出模后进行超声波检测(依据GB/T 2970-2017《钢板超声波检验方法》),**检查阀体壁厚变化区域和法兰连接处。一旦发现异常信号,报废,*不迁就。
安装阶段更不能放松。我记得在某泵站项目中,一个污水处理铸铁方闸门 无砂眼铸件刚装上去,试压时就渗水。查原因发现是底座法兰未找平,导致密封面受力不均,间接放大了微小**的影响。后来我们按SL 76-2014 第6.3.2条执行:安装前须复核基础尺寸与预埋件位置,偏差不应超过±2mm;同时要求螺栓紧固采用扭矩法,按表6.3.4规定,分两次均匀拧紧至标准力矩值,有助于减少局部应力集中引发微裂纹。
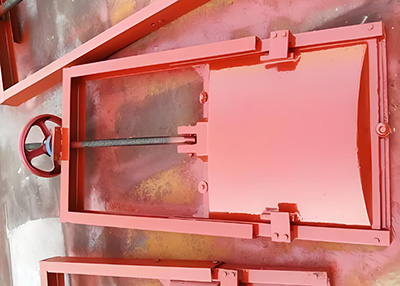
防腐方面也得盯死。我们给每个污水处理铸铁方闸门 无砂眼铸件内腔喷环氧树脂涂层,外表面刷两遍红丹防锈漆+两遍灰铝粉漆,完全符合SL 76-2014 第7.2.3条对涂装质量的要求:附着力≥3MPa,干膜厚度≥80μm,且无漏涂、起泡、剥落现象。
再举个例子,在某农田灌溉渠的改造项目里,我们用了另一套污水处理铸铁方闸门 无砂眼铸件,虽然环境不如污水厂恶劣,但长期浸水,一旦渗漏就是大问题。我们坚持用GB/T 700-2006材质,配合SL 76-2014中的安装精度控制,*终投运半年***,用户特别点赞。

*后给同行三个落地建议:

实操中,细节影响生死。别图省事,一个砂眼,可能毁掉整条管线。