全国发货 一套起批
多年专注机闸一体铸铁闸门、螺杆启闭机生产、安装
全国服务电话15531982723
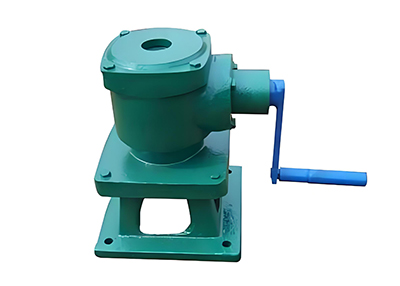
手电两用螺杆式启闭机 双吊点同步 螺杆防锈处理方案在实际水利工程中往往被拆解为生产检测与现场安装两大环节。不少项目在现场调试时遇到闸门升降不同步或螺杆表面早期锈蚀的问题,根源多在于出厂检验流程不够细致以及后期防护涂层未贴合实际水文环境。这套方案的核心不在于堆砌参数,而是把加工公差、同步偏差控制以及防腐层附着力落到可测量的数据上。下文结合水库、泵站和城市排水项目的常见工况,梳理从车间到闸墩的实操要点。

制造车间的检测环节影响后续运行的稳定性。螺杆原材料需符合GB/T 700-2006《碳素结构钢》屈服强度要求,毛坯下料后调质处理芯部韧性,有助于减少长期交变应力引发裂纹。丝杆车削完成后进行全长直线度校验,丝母配合间隙按图纸预留微量余量,有助于减少干摩擦导致卡阻。双吊点同步测试在空载状态下分段进行,电机正反转切换时需记录两侧位移传感器的反馈曲线。若偏差超出允许范围,需重新调整联轴器对中或检查减速箱齿轮啮合状态。相关**对照如下:
| 检测项目 | 允许偏差范围 | 常用测量工具 |
|---|---|---|
| 螺杆直线度 | ≤L/1000且≤3mm | 框式水平仪、拉钢丝 |
| 双吊点同步误差 | ≤±2mm(全程行程) | 电子测距仪、位移传感器 |
| 载荷试验沉降量 | ≤额定荷载的0.5% | 百分表、基准支架 |
上述数据源自GB/T 14839-2022《水利水电工程螺杆式启闭机》,该标准明确了整机出厂前的型式试验与例行试验项目。车间质检员依据条款逐项记录,原始数据归档后随设备流转,有助于每台设备带出厂房前各项**处于稳定区间。

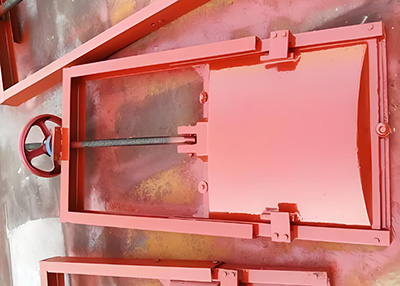
现场安装阶段的重要在于基础预埋件位置复核与二次灌浆质量。闸墩预埋钢板标高误差控制在±3mm以内,地脚螺栓紧固采用对角交叉法分三次拧紧,有助于减少底座受力不均引发机架变形。施工交底时,手电两用螺杆式启闭机 双吊点同步 螺杆防锈处理方案通常作为**技术文件下发。双吊点同步校准需在闸门挂设后进行,通过手动盘车观察两侧吊具起升节奏,配合电控柜内的同步控制器微调脉冲频率。SL 381-2007《水利水电工程螺杆式启闭机技术规程》对安装找正与空载试运行作出详细规定,施工队按规程第5.3条要求,先完成静态垂直度校正,再执行十次全行程启闭动作,确认制动器释放平稳、限位开关触发准确后方可进入负荷测试。
螺杆防锈处理方案并非简单喷涂一层油漆,而是针对水体pH值与含沙量做针对性设计。常规做法是先进行喷砂除锈至Sa2.5级,清除氧化皮与油污后涂刷环氧富锌底漆,干燥后再覆盖聚氨酯面漆形成封闭膜。潮湿环境或海水倒灌区域可在螺纹段缠绕聚四氟乙烯生料带,有助于减少介质接触。SL 105-2007《水工金属结构防腐蚀规范》规定了涂层配套体系与厚度下限,现场监理按抽检比例划格测试附着力,发现起泡或剥落需重新打磨补涂。防锈层一旦成型,日常巡检只需清理附着泥沙即可维持基本防护效能。
整套流程下来,手电两用螺杆式启闭机 双吊点同步 螺杆防锈处理方案的价值体现在可追溯的记录与标准化的交接上。生产端把好材料入厂关与装配公差关,现场端做好基础复测与同步参数标定,两者衔接顺畅才能有助于减少后期维护成本。实际运行中,操作手按规程定期加注防护脂,值班人员核对电气柜内继电器触点状态,设备便能保持稳定的启闭响应。对于频繁启闭的城市排涝泵站,适当缩短巡检周期可避开汛期突发状况。
结合多年项目经验,以下三条建议可用于现场管理: 1. 出厂前同步测试需连续记录五次全行程数据,偏差超限不应放行,对应GB/T 14839-2022第6.4.3条关于双吊点启闭机同步精度的要求,有助于减少设备进场后反复返工。 2. 二次灌浆采用微膨胀细石混凝土,养护期不少于七天,满足SL 381-2007第5.2.4条对基础强度与密实度的规定,有助于减少运行振动导致地脚螺栓松动。 3. 防腐涂层施工前需检测基材表面温度高于露点温度3℃以上,执行SL 105-2007第4.3.2条环境条件限制,有助于漆膜固化完整,有助于延长螺杆使用寿命。