全国发货 一套起批
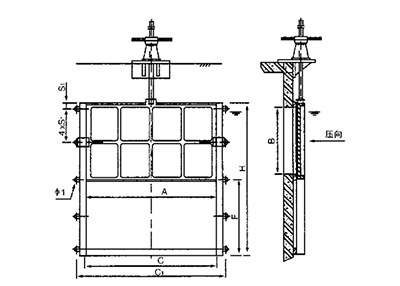
多年专注机闸一体铸铁闸门、螺杆启闭机生产、安装
全国服务电话15531982723
刚装上光鲜亮丽,一年后锈迹斑斑
尤其是水位变动区,干湿交替,锈得*快。我去年在浙南一个排涝站看到,新装的闸门才用8个月,背水面已经起泡剥落。
焊缝周围先烂,一漏就整片崩
很多厂家只注意整体喷砂,忽略焊缝打磨,导致涂层附着力差,水汽从焊缝渗入,内部腐蚀。
涂层鼓包脱落,防腐层成了摆设
有些工程图便宜,用普通防锈漆,甚至现场随便刷两遍,结果潮气一进,漆皮鼓起来,刮都刮不掉。
埋件部分没人管,地脚螺栓都锈断了
安装时只关注闸板和门框,预埋件、螺栓这些“小零件”没做防腐,时间一长松动甚至断裂,整扇门都歪了。
前年温州一个泵站项目,客户为了赶工期,要求厂家发货安装,省了现场二次防腐。结果**年汛期前检查,发现门框与混凝土接触部位已经严重锈蚀,尤其是水线位置,铁皮都薄了一半。
我们去现场抢修,**件事就是“拆闸门回厂处理”。流程是这样的:
**喷砂除锈:须达到Sa2.5级(近白级),连焊渣、飞溅物都得打干净;
焊缝打磨R角:所有焊缝边缘倒角处理,有助于减少涂层应力集中;
底漆用环氧富锌:厚度不低于70μm,有助于阴*保护作用;
中间层环氧云铁:加厚到150μm,增强屏蔽性;
面漆用聚氨酯:耐候、耐水、抗紫外线,颜色还能方便巡检识别。
整套下来,成本增加了不到8%,但寿命至少有助于延长8~多年。现在那个泵站三年过去了,涂层完好,没再出问题。
喷砂须做,别省这一步
现场哪怕再赶,也要有助于表面处理达标。我见过用钢丝刷手工除锈的,根本不行。“没有锚纹深度,漆再贵也粘不住”。
焊缝是**防护区
建议在焊接完成后,用角磨机对所有焊缝进行打磨,形成平滑过渡,再补涂富锌底漆,“局部加强处理”。
涂层厚度要检测
每道漆干后用涂层测厚仪抽查,总厚度建议不低于250μm(水上区),水下或潮湿环境做到300μm以上。
预埋件也要防腐
地脚螺栓、锚板这些,出厂前须热浸锌或环氧封闭。我们现在的做法是:“所有埋件单独做热镀锌,再套防腐套管”,双保险。
安装后补漆不能马虎
吊装、运输难免磕碰,安装完成后须用同**涂料补漆,尤其是螺栓孔、吊耳这些部位,“补漆前须打磨除锈”。
说到底,铸铁闸门防腐不是“刷层漆”那么简单,而是“从材料、工艺到安装全过程的系统工程”。你省一道工序,它就可能在某个雨季给你“还回来”。我干这行的体会是:“前期多花一千,后期少赔十万”。按我说的这几条走,你的闸门用个15年没问题。