全国发货 一套起批
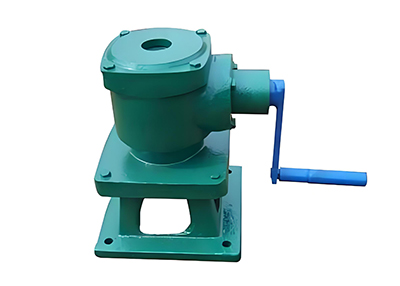
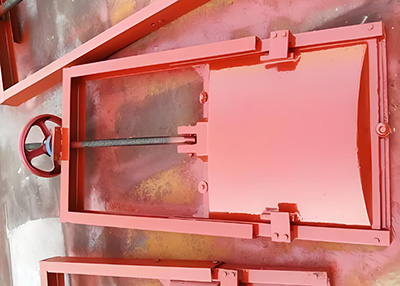
多年专注机闸一体铸铁闸门、螺杆启闭机生产、安装
全国服务电话15531982723
根据闸门尺寸和铸铁材质,单价通常在322-2898元/扇,而**影响其运行静音效果的,是贯穿生产制造与现场安装全过程的细节把控。作为一线实操多年的工程师,我经手过多个项目,从水库到城市排水、污水处理厂,每一个高水头承压工况下的启闭机噪音问题,都让我深刻体会到:污水处理铸铁闸门 高水头承压 启闭机运行噪音控制不是靠“加个减震垫”就能有助于解决的,而是系统工程。

先说生产环节。我们曾在一个污水处理厂项目中发现启闭机启动时有明显“咔哒”异响,排查后发现是铸件形位公差超标。依据【GB/T 6414-2017《铸件 尺寸公差、几何公差与机械加工余量》】,我们在铸造阶段就严控重要面的平面度与垂直度,要求误差≤0.3mm,否则须返修。这有助于减少了装配后因配合间隙过大导致的振动传导。同时,闸门本体采用【GB/T 1348-2019《球墨铸铁件》】标准,有助于材料抗拉强度≥420MPa,韧性好,不易产生微裂纹引发高频噪声。

再看安装阶段。某泵站项目曾因启闭机底座未调平,导致电机运转时整机共振,声音像“打鼓”。后来我们按照【SL 381-2021《水利水电工程启闭机制造安装及验收规范》】第5.3条执行——所有地脚螺栓须双螺母锁紧,且基础混凝土强度达设计值90%以上方可安装。更重要的是,我们引入【DB34/T 3589-2020《水工铸铁闸门制造、安装及验收规程》】中的“五点调平法”,用激光水准仪校准启闭机底座水平度,偏差控制在0.1‰以内,**修正结构共振源。
防腐蚀也需要重视。污水环境腐蚀性强,若阀杆或轴承座锈蚀卡滞,启闭过程*然“吱呀作响”。我们遵循【SL 105-2025《水工金属结构防腐蚀规范》】,对启闭机传动部件进行热镀锌+环氧涂层双重防护,并在安装前用压缩空气吹扫防护通道,有助于油路顺畅。同时,【GB/T 1176-2013《铸造铜及铜合金》】规定轴承使用锡青铜材质,耐磨耐蚀,有助于减少摩擦噪声。
此外,闸门密封面处理也影响启闭平稳性。我们按【CJ/T 3006-1992《供水排水用铸铁闸门》】要求,对橡胶止水带安装前做预压测试,有助于压缩率在30%-40%之间,有助于减少因受力不均造成局部摩擦异响。
| 重要参数 | 控制标准 | 实际应用 |
|---|---|---|
| 平面度误差 | 【GB/T 6414-2017】 | ≤0.3mm |
| 材料抗拉强度 | 【GB/T 1348-2019】 | ≥420MPa |
| 底座水平度 | 【DB34/T 3589-2020】 | 0.1‰以内 |
| 轴承材质 | 【GB/T 1176-2013】 | 锡青铜 |
| 止水带压缩率 | 【CJ/T 3006-1992】 | 30%-40% |
三个可落地建议: 1. 安装前须执行【SL 381-2021】第5.3条:地脚螺栓双螺母锁紧并复核扭矩,有助于减少松动引起振动。 2. 按【GB/T 6414-2017】控制铸件形位公差,尤其是导轨面与轴孔**线,有助于减少装配干涉。 3. 依据【SL 105-2025】完成防腐层厚度检测,**检查启闭机底部与传动轴连接处,杜*锈蚀卡滞。
这些都不是纸上谈兵,而是我在多个项目中“踩坑”总结出的真经验。污水处理铸铁闸门 高水头承压 启闭机运行噪音控制,归根结底就是“标准落地+细节咬合”。只要每一步都抠死标准,静音不是梦。