全国发货 一套起批
多年专注机闸一体铸铁闸门、螺杆启闭机生产、安装
全国服务电话15531982723
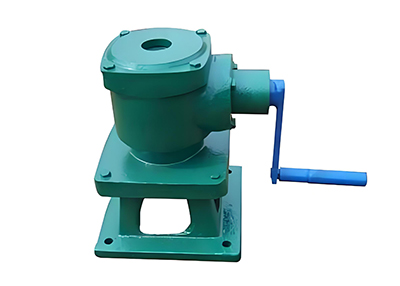
根据螺杆直径和行程,单价通常在238-8000元/台,一套可靠的螺杆启闭机准确启闭控制启闭机行程调节方案,影响了闸门启闭的成败。干了多年水利工程一线实操,经手多个水库、泵站、城市排水项目,我深知:看似简单的启闭动作,背后是精度、安全与耐久性的多重博弈。**就从生产检测到现场安装,说说我在实际中反复体现过的几个重要点。
先说生产环节。我们做启闭机,**关就是材质合规。所有主轴、螺母、机架等结构件,须符合GB/T 700-2006《碳素结构钢》要求。我曾见过某厂用劣质钢材,不到半年就出现螺杆弯曲,*终导致启闭卡死。所以,每批次材料进场,我们都核对材质证明,有助于屈服强度≥235MPa,焊接部位更需做无损探伤——这是生产制造阶段的基本底线。
再看启闭机行程调节的**性。这可不是拧个限位开关就完事。我们在调试时,按照JB/T 9019.1-1999《螺杆式启闭机 型式和基本参数》中规定的“*大行程误差≤±1%”来校验。比如一台1.5米行程的启闭机,实际启闭位置须控制在1490~1510毫米之间。我们常用激光测距仪配合机械限位双重校准,有助于减少因惯性或摩擦造成超调。这个细节,很多小厂省略,结果现场频繁报修。
安装阶段*怕“走样”。SL/T 381-2021《水利水电工程启闭机制造安装及验收规范》第5.3.2条明确指出:“启闭机底座与预埋件间应贴合紧密,间隙不应大于0.5mm。”我去年在某泵站就发现基础面有2.3mm高低差,强行安装后导致螺杆受力不均,三个月就出现螺纹磨损。后来重做找平,才****。
还有防腐问题,别小看。水下环境腐蚀快,尤其启闭机底座、导轨这些部位。我们执行SL 105-2025《水工金属结构防腐蚀规范》,采用“喷砂除锈+环氧富锌底漆+聚氨酯面漆”三道工艺,涂层厚度不低于160μm。在南方潮湿地区项目中,两年后检查,表面完好如新,远胜于普通刷漆。


运行维护也得讲究规程。SL/T 722—2020《水工钢闸门和启闭机安全运行规程》第6.2.3条强调:“启闭机每日运行前应进行空载试运行,确认限位、制动正常。”我带团队每次巡检,都会手动操作一次空行程,听声音、看指示灯,哪怕只差一毫米也不放行。
结合实战,给出三个可落地建议:
安装前用水平仪复核基础平面度,有助于符合(SL/T 381-2021,5.2.1条)——有助于减少因基础不平导致螺杆偏心。
行程调节完成后,须做不少于3次全行程启闭测试,并记录起始/终止位置数据,对比设计值(JB/T 9019.1-1999,6.4条)——真实反映控制精度。
每年汛期前组织一次防腐专项检查,**查看螺杆外露段、导轨连接处,按(SL 105-2025,4.3.2条)执行涂层检测与补涂——防患于未然。
螺杆启闭机准确启闭控制启闭机行程调节方案,不是图纸上的参数,而是每一根螺杆、每一次启闭背后的承诺。真干过的人,才懂什么叫“毫厘*争”。